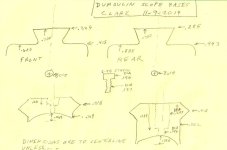
My current plan A is to use dovetails and 6-48 screws. I have been using dovetails as sight bases for several decades now, they used to be very common as scope bases back in the day when scopes were long and placed out on the barrel.
Bases generally had hole spacing’s of 0.860” and 0.562”. These don’t convert to nice round mm dimensions so I have no idea where this crazy convention started or why. The front holes on the square bridge are 0.860” apart, but the back holes are 0.500 from each other. At least that is my best guess for the back holes. Dovetails with half inch hole spacing are rare, I don't know a current source.
This is a source for scope bases:
Champion's Choice Single Step Bases
http://www.champchoice.com/store/Main.aspx?p=ItemDetailOptions&item=A175
My standard Warne rimfire rings and B-Square rimfire rings will fit on these dovetails. The dovetails in the picture are 0.175 high, but until I have a barrel mounted, I won’t know what height of dovetail will allow the scope objective will clear the barrel. On my Anschutz rifles, I am using a 0.225” dovetail with my Redfield 3200 scopes. An Anschutz barrel has little to no taper.
Since the rear holes are spaced 0.500” I can take a 0.860”dovetail and drill a hole up a half an inch from one hole and that should work. If I go this route, I will epoxy the dovetails to the receiver and attach with screws.


While this approach will work, will cost less than a $400.00 set of rings, I think a flat aluminum Picatinny rail, something I could drill properly spaced holes, would be a better way to go. I do see that flat picatinny rails are available, but these are pre drilled.
http://www.rakuten.com/prod/picatin...r&adid=29963&gclid=CLjalM-Vq8ECFSgS7AodxUYAOA
The picture looks nice, but I have no idea if the rail is flat or contoured on the bottom nor how long it is.
http://www.opticsplanet.com/evolution-gun-works-browning-bar-rifle-picatinny-rail-scope-mount.html
I would prefer the Picatinny as I could use Weaver scope bases. I like Weavers, they lock inbetween the slots and the bases won’t move under recoil.






")