“If I were to make a datum reference bushing to rest on a cartridge case shoulder,I might use a drill to rough the hole,but then I would bore the hole and use gage pins to measure it”
March 3, 2013, 06:34 AM #20
HiBC
Senior Member
Join Date: November 13, 2006
Posts: 2,945 Datums
--------------------------------------------------------------------------------
From ASME Y14.5 2009: "Geometric Dimensioning and Tolerancing"
Datum — A theoretically exact point, axis, or plane derived by contact a datum feature; it then becomes the origin from which geometric characteristics are measured.
You cannot buy a datum.Datums are theoretical geometric features,such as planes ,axis,etc.
We can use tools to represent datums ,for example,a granite surface plate may be used to represent a datum plane.Or,as in the Hornady case length caliper gage,the ring privided will rest on the case shoulder to give a useful approximation of the datum .
ASME Y14.5 is THE standard for what terms and definitions apply to engineering drawings.
I am quite comfortable working with it.
--------------------------------------------------------------------------------
Last edited by HiBC; March 3, 2013 at 06:44 AM.
“You cannot buy a datum.Datums are theoretical geometric features,such as planes ,axis,etc..
Progress? You start with “YOU ( I ) can not buy a datum”: A round hole used to locate a diameter on a tapered cone. Now you are using a pin gage to measure the diameter of the hole through a plate that uses the surface as a plane. “You can not buy a datum” again, there is a datum in the bottom of the L. E. Wilson case gage.
I said I make datums, I collect datums, ‘collecting’ If I am unable to buy them ‘datums’ how can I collect them? Hole gages, wire gages, bolt gages, that would be plates with lots of holes, a datum is “measured from” the plate surface would become ‘THE PLANE’, just a reminder, the holes will have a radius, the radius will lower the plane below the surface.
HIBC,
“The rant about how dumb everyone is,could be left out.
If I were to make a datum reference bushing to rest on a cartridge case shoulder,I might use a drill to rough the hole,but then I would bore the hole and use gage pins to measure it.
I suppose I could make up a set with tangs on them to mount on my Sylvac height gage,but,I probably wont.It would work good,though”
It would be dumb to drill a hole through a set-up table. I did not ask you how you would do it, most owners/users of pin gages also have a pile of reamers as in +.001” or –.001”.
If you thought the bolt nose was hitting the barrel you should have explained to the proud owner of all those parts how to determine if the bolt face was hitting the barrel, I did, I suggested removing the bolt, then screw the three parts together ( receiver, lug and barrel) first then install the bolt, I went on to suggest backing the barrel out until the bolt closed. After the bolt closed when the barrel was baked out the distance the barrel was backed out could be measured with a feeler gage when measuring the gap between the receiver and recoil lug. You choose to insist I agree with you. I was addressing the OP’s problem, I was not addressing.
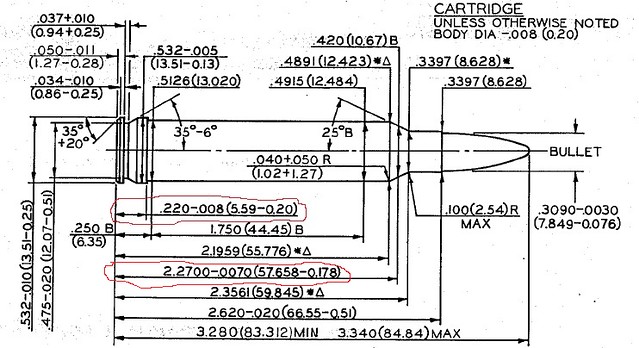
AR15Barrels insist I open the link he provided, “That works great IF you know where your boltface datum is and you have a way to take accurate measurements on the barrel” Over and over, the ‘measure from’ is the datum, the datum is on the shoulder of the chamber. The datum/round hole for the 300 Win Mag is .420”, again the bolt face is the measured to from the measure from (datum) .
“Mr Guffey,a problem with using cartridge cases for gages is the cartridge cases vary,and the cartridge case makes a poor gage” “The rant about how dumb everyone is,could be left out”

“using a cartridge” “the cartridge cases vary” Back to standards, transfers and verifying. Depends on who is measuring, practice, practice, practice. When screwing two pieces together felt resistance is critical, I have no problem verifying the length of a case from the head of the case to its shoulder, because I can, and I still have the instructions from the barrel manufacturer with Plan A and Plan B. Again, I did not ask you what you thought of using a case. I did consider that I are surrounded with with equipment and tools, I did consider the OP and his tool situation. He did say he was doing his first belted magnum.
F. Guffey