Master Blaster
New member
Over the years I have change the mainspring on S&W revolvers many times.
Its always been a simple procedure and never required the removal of the sideplate until this past Saturday. I came into a new revolver a 625 Performance Center made in 2017. The trigger pull is slick as glass in double action but a bit heavy so I ordered a wolf reduced power rib mainspring kit with three rebound slide springs. In the past when I replaced a mainspring I simply removed the grips, unscrewed the strain screw and pulled out the mainspring by moving it forward at the top to unhook it from the hammer stirrup and sliding the bottom out of the slit in the frame. So this time when I removed the spring a part fell out onto my workbench.
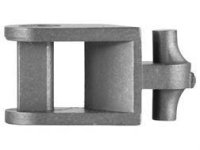
I examined the part and realized it was the hammer stirrup, my first thought is how did the pin fall out did it break? Then I realized it looks much different than in my older smiths. So I removed the sideplate and realized that the new hammer design only has an open slot where there used to be a recess and a pin. The cross piece on the hammer stirrup sits in that slot and it not pinned in in any way.
So after a couple of minutes I had the stirrup back in place and the spring attached. I put a little tension on the spring with the strain screw to hold everything in place and put the sideplate back on.
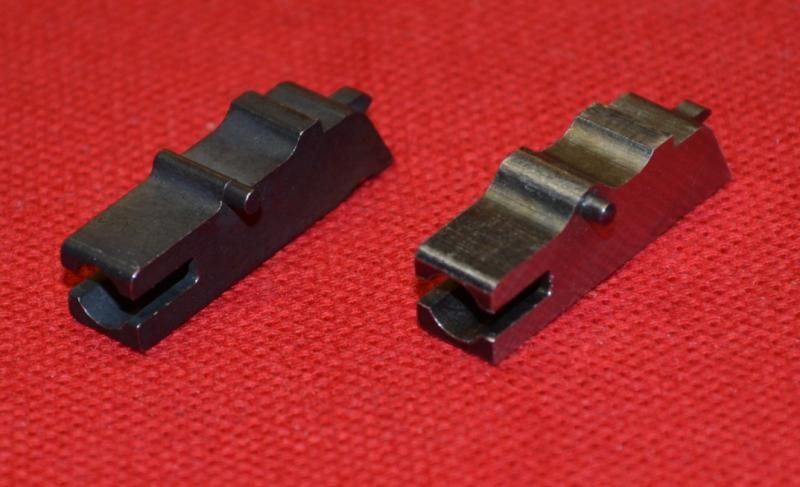
Apparently there are hammer nose hammers with a pinned stirrup, post 97 hammers with a pinned stirrup (no hammer nose), and the new hammer with a stirrup slot.
Its always been a simple procedure and never required the removal of the sideplate until this past Saturday. I came into a new revolver a 625 Performance Center made in 2017. The trigger pull is slick as glass in double action but a bit heavy so I ordered a wolf reduced power rib mainspring kit with three rebound slide springs. In the past when I replaced a mainspring I simply removed the grips, unscrewed the strain screw and pulled out the mainspring by moving it forward at the top to unhook it from the hammer stirrup and sliding the bottom out of the slit in the frame. So this time when I removed the spring a part fell out onto my workbench.
I examined the part and realized it was the hammer stirrup, my first thought is how did the pin fall out did it break? Then I realized it looks much different than in my older smiths. So I removed the sideplate and realized that the new hammer design only has an open slot where there used to be a recess and a pin. The cross piece on the hammer stirrup sits in that slot and it not pinned in in any way.
So after a couple of minutes I had the stirrup back in place and the spring attached. I put a little tension on the spring with the strain screw to hold everything in place and put the sideplate back on.
Apparently there are hammer nose hammers with a pinned stirrup, post 97 hammers with a pinned stirrup (no hammer nose), and the new hammer with a stirrup slot.
Attachments



Last edited: