This 6.5-06 rifle has a Dumoulin Mauser receiver and a Shilen select match #3 taper 8" twist ratchet rifling barrel.
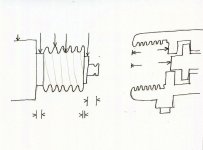
I wrap a piece of copper wire around the breech, put that in the chuck and call it a gimbal. Then I dial in the breech. Then with the spider I steer the barrel to be parallel with the lathe spindle. Then I dial in the breech again. This goes on until the spud in the bore looks dialed in over a length.
i cut an inch off the breech.
My barrel kept slipping in the chuck. I hate that. It is a real pain to pick up the half cut threads and continue.
OK, I found out why I was slipping. Can you see where it polished the barrel with slippage?
Mistake #1
The gimbal wire was on the tapered part of the barrel and it was sliding down the taper like socks slipping down your ankle.
The fix:
I got the gimbal [garter] way up on the shank [leg calf] and now it does not slip [as often].
I finished the threads.
I started reaming the chamber.
How do I do it?
At 200 r.p.m. I drill a 0.375" hole, 1/2 inch deep in the bore with stinky Sulfurized cutting oil on the drill..
I vacuum out the the chips from the bore
Then with a boring bar at 200 r.p.m. I open the hole to 0.400", again 1/2" deep.
I would be going 1200 r.p.m for those two operations, but I don't trust that slippery gimbal.
Then with the pilot tipped 6.5-06 finish reamer at 65 r.p.m. I ream the hole to 0.430" to 0.1" deep
The reamer is in a tap holder. It is riding on the boring bar. I lift it off of there with my finger every few seconds to feel the torque. My finger is high compliance and could induce chatter. The boring bar is stiff, but can't feel torque. Knowing the torque, I turn the wheel on the tailstock that advances the ram. The chuck in the ram has a big pin gauge that pushes on the tap holder.
The reamer fills up with chips, so I could only go 0.1" deep.
I vacuum the chips off the reamer and out of the bore. I rub more cutting on on the reamer with a toothbrush.
Then I put it back in the bore at 65 rpm.
This repeats until I get 1/2" deep.
Then it is time for the drill at 200 rpm to go 1" deep.
Do you get the pattern?
This must end, as the cartridge is only 2" deep at the shoulder.
Exactly when to stop?
Mistake #2
I forgot to buy a go gauge.
Two day shipping cost more than the gauge. I hate paying extra for fast shipping.
I will use a piece of virgin 25-06 brass as a go gauge for two days.
I wrap a piece of copper wire around the breech, put that in the chuck and call it a gimbal. Then I dial in the breech. Then with the spider I steer the barrel to be parallel with the lathe spindle. Then I dial in the breech again. This goes on until the spud in the bore looks dialed in over a length.
i cut an inch off the breech.
My barrel kept slipping in the chuck. I hate that. It is a real pain to pick up the half cut threads and continue.
OK, I found out why I was slipping. Can you see where it polished the barrel with slippage?
Mistake #1
The gimbal wire was on the tapered part of the barrel and it was sliding down the taper like socks slipping down your ankle.
The fix:
I got the gimbal [garter] way up on the shank [leg calf] and now it does not slip [as often].
I finished the threads.
I started reaming the chamber.
How do I do it?
At 200 r.p.m. I drill a 0.375" hole, 1/2 inch deep in the bore with stinky Sulfurized cutting oil on the drill..
I vacuum out the the chips from the bore
Then with a boring bar at 200 r.p.m. I open the hole to 0.400", again 1/2" deep.
I would be going 1200 r.p.m for those two operations, but I don't trust that slippery gimbal.
Then with the pilot tipped 6.5-06 finish reamer at 65 r.p.m. I ream the hole to 0.430" to 0.1" deep
The reamer is in a tap holder. It is riding on the boring bar. I lift it off of there with my finger every few seconds to feel the torque. My finger is high compliance and could induce chatter. The boring bar is stiff, but can't feel torque. Knowing the torque, I turn the wheel on the tailstock that advances the ram. The chuck in the ram has a big pin gauge that pushes on the tap holder.
The reamer fills up with chips, so I could only go 0.1" deep.
I vacuum the chips off the reamer and out of the bore. I rub more cutting on on the reamer with a toothbrush.
Then I put it back in the bore at 65 rpm.
This repeats until I get 1/2" deep.
Then it is time for the drill at 200 rpm to go 1" deep.
Do you get the pattern?
This must end, as the cartridge is only 2" deep at the shoulder.
Exactly when to stop?
Mistake #2
I forgot to buy a go gauge.
Two day shipping cost more than the gauge. I hate paying extra for fast shipping.
I will use a piece of virgin 25-06 brass as a go gauge for two days.









 I next tried to see how fast I could make another one.
I next tried to see how fast I could make another one.





