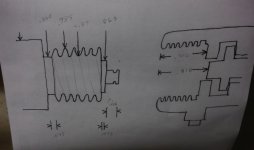
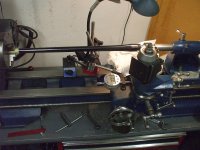
hey guys, tomorrow I am going to tackle something I haven't yet done before. it doesn't seem like an overly complicated job, just wanna make sure that I am not missing something. I am going to be threading the barrel of my finn mosin and adding a brake. I had a press fitted brake before, and those never ork out. so I ordered the die and already have the tapping tools. my barrel will not fit on my newer "smithy" mill/lathe, so I will be using my old "atlas" lathe to chuck the barrel into and working from there. I am using a generic brake and milling it down to a thinner profile, making the three ports into one large port and one small to further decrease weight and tapering down the bottom edge to be somewhat flush with the barrel and tapering and recessing the crown of te brake as well, that's the easy and fun stuff of course. and hopefully making it unique and cool looking in the process.
question is, how to square up the threading to the barrel. should I just be squaring off the top of the barrel and then threading as I would anything else? or should I machine a piece of bar to fit into my bore and use the bore to center the threading.....? and how would I go about doing that, if its the right way? I have no issues with just squaring the barrel head and then threading and increasing the size of exit hole of needed, but will that effect accuracy?
just give me some pointers on the RIGHT way to thread my barrel. only wanna do this once, obviously. I would like to hear from tobnpr and Dixie if ya'lls is available, and of course anyone else that may have some useful info.
thanks guys
raw brake that will be "customized" or at least "bubba'd"

question is, how to square up the threading to the barrel. should I just be squaring off the top of the barrel and then threading as I would anything else? or should I machine a piece of bar to fit into my bore and use the bore to center the threading.....? and how would I go about doing that, if its the right way? I have no issues with just squaring the barrel head and then threading and increasing the size of exit hole of needed, but will that effect accuracy?
just give me some pointers on the RIGHT way to thread my barrel. only wanna do this once, obviously. I would like to hear from tobnpr and Dixie if ya'lls is available, and of course anyone else that may have some useful info.
thanks guys
raw brake that will be "customized" or at least "bubba'd"

") ), but I'll tell you what I would probably do...
), but I'll tell you what I would probably do...